GunBroker.com is tooting its horn leading up to the 2016 SHOT Show. The eBay of firearms fired off a couple of press releases on high end rifles up for auction. After contemplating the great Otto Carter’s work, I’ve begun to look at engraved guns in a new light. This piece — has special appeal. Because lever guns. Because Texas. I would prefer an older gun or a more modern theme, but . . . that gun would look mighty fine on my wall. The current bid is around $15k. When I finish this post I’ll go check my sofa for loose change. Full press release after jump . . .
USA – -(Ammoland.com)- Before the doors to the 2016 Shooting Hunting and Outdoor Trade Show (SHOT Show) have even opened, bidding on a special SHOT Show Auction edition of the 150th Anniversary Winchester Model 1866 is approaching $15,000.00 on www.GunBroker.com.
The “One of One” Western Heritage edition of the re-introduced Model 1866, featuring Serial Number 1WIN662016, is available for bidding on GunBroker.com. As of Wednesday afternoon, January 13, bidding had soared to $14,450.00.
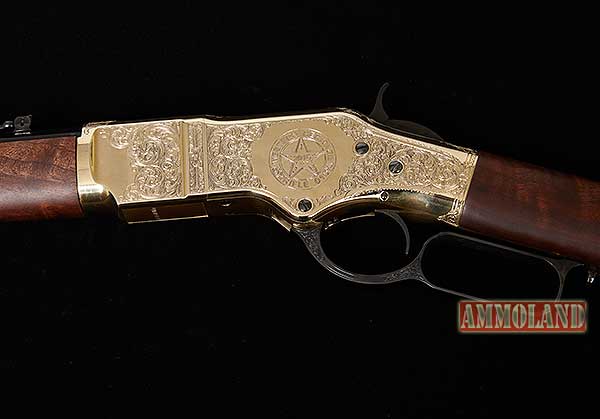
The special rifle features intricate hand engraving from forearm to butt plate by the artisans at Baron Engraving in recognition and celebration of the return of this classic lever action Winchester. The Winchester Model 1866 was the first rifle to carry the Winchester name.
This 2016 “SHOT Show Auction Rifle carries a “Western Heritage” theme, highlighted by the engraving of the authentic Texas Ranger Badge RIFLE01 on the receiver.
Click here to view the SHOT Show Auction Winchester Model 1866.
The GunBroker.com auction will close on the final afternoon of the SHOT Show, Friday, January 22, 2016. All SHOT Show auction items will be on display at the GunBroker.com booth #15147 at the SHOT Show.
The SHOT Show auction is administered for the National Shooting Sports Foundation by the Hunting Heritage Trust.



It’s a fancy 1866 Winchester in .44-40. It’s got the Winchester name on it. Who actually makes it? My Winchester Wildcat .22 has the Winchester name on it but it’s made by Toz in Russia.
That would be nice without all that engraving.
If you’re going to pay that much for a gun, at least get a machine gun so you can actually shoot it.
None of the screws are timed. The screws look like they’re hot blued and someone used a screwdriver of the wrong size on them.
The barrel’s rollmark is too proud of the flat. The barrel wasn’t polished sufficiently before blueing. Matter of fact, it looks like the barrel needs to be struck with a file to get it flat.
Nice idea, poor execution.
the quality of craftsmanship you rightly suggest is hard to fine these days, at any price.
“None of the screws are timed.”
Does that mean the screw head is not aligned with the direction of the engraving?
When you’re looking at straight slot screws (ie, real gun screws, hex or torx head screws should not be seen on a Nice Gun), the slot should be aligned with the long axis of the surface/face on which they’re mounted.
So on the buttplate of that rifle, the screw slots should be aligned with the length of the butt, ie, heel to toe of the butt. The screws on the sides of the action should be aligned front-to-back, parallel to the bore axis. The screws on the tang of the action should be aligned with the bore axis, and so on.
On something like a 1911, the screw heads should be aligned parallel to the front/read edge of the grip, and so on.
Ah, OK.
That is is highly skilled stuff, especially when the proper alignment of the head must be when the screw is at its proper set torque.
And each screw must be specific for each screw hole…
Do they pull that off by predicting where to start the tap in the hole?
Gunsmithing is more complex than I realized.
No wonder gunsmiths are worth their expense… 🙂
Well, I can’t speak as to how a larger manufacture does it. I can tell you how I do it:
I make a screw with the correct threads/taper/etc. I make a head that is too tall for the job, with a “provisional slot” for me to torque the screw down. The underside of the screw will be already done and finished, depending on the type of screw.
I then screw in the screw, then get the torque level to where I want. Then I mark the head with where I want the slot to really be. I pull the screw out of the hole, put it into a fixture or block of wood, put it into the mill, mount up a slitting saw, and cut the slot as I would like it alignment. The head of the screw is still proud of the application at this point. I’ll put the screw back in, double check the timing. If I like it, then I’ll finish the slot to depth, then I finish off the head to where it needs to be on a lathe or putting it in a fixture and filing it down by hand.
There are other ways to do it, but that’s the way I do it.
When you pull screws out of a gun with timed screws while disassembling it, you should always keep the screws in labeled containers or envelopes on the bench, so you know which screw goes back where. This is especially true when you have four or more screws that are identical – eg, grip screws on a 1911, the four screws that hold the grip to the frame on a Colt SAA, etc.
“After contemplating the great Otto Carter’s work, I’ve begun to look at engraved guns in a new light.”
Speaking of the great Otto Carter’s work, about a year or so back you mentioned Carter was doing a custom engraving job for TTAG.
Any estimate when will it be done?
Comments are closed.