
Hornady‘s manufacturing facility, located in Grand Island, Nebraska, has been cranking out quality ammunition for decades. And with the recent unprecedented increase in demand, it’s a location where machines can be heard running 24 hours a day, 7 days a week. While in town for the Zombies in the Heartland Pandemic 3-gun shoot, I was given a private guided tour of the facility starting with the front offices, where the Hornady family has been slowly filling up wallspace with their once living trophies for decades . . .

One of the more interesting features of the front office area was in a conference room off the main sales floor. Apparently back in the day, old man Hornady had made a deal with Ruger to get one of every new model firearm they make sent over for his personal collection, specifically serial number 53. So this conference room looked more like a showroom for Ruger’s firearms than for Hornady’s ammunition.
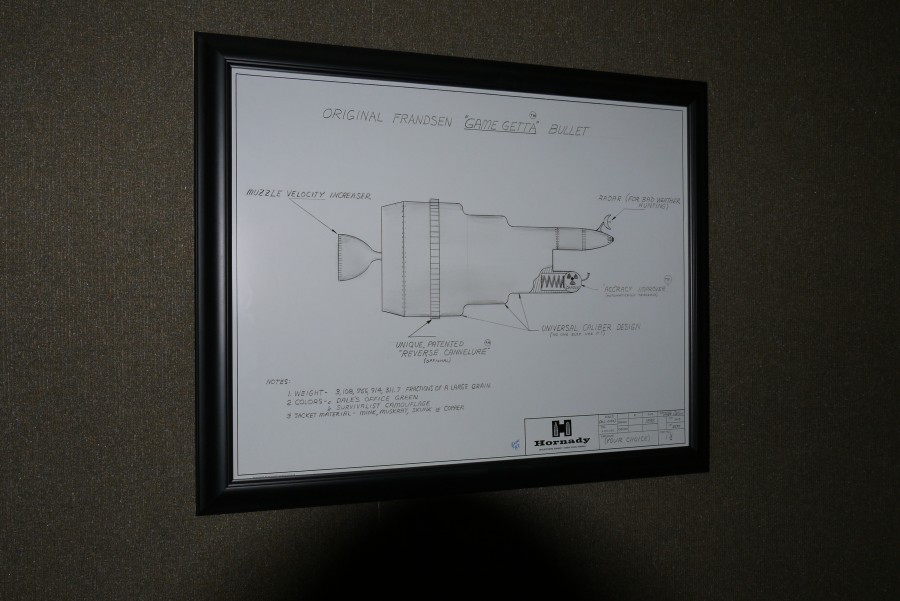
The coolest thing by far for this nerd was this funny engineering drawing for a precision guided bullet. It’s the little things, like the radar dish on the front of the bullet and a color called “Dave’s office green” listed on the technical drawing that makes it perfect.
Before we continue, one word about the photos. The guys at Hornady are very selective about what people can publish due to ITAR restrictions and trade secrets. I asked (to the point of annoyance) to shoot of everything I saw, and I’m including pictures of everything I was allowed to photograph. So while I’d love to share sweeping pictures of the manufacturing floor, I hope these brief glimpses will give you an idea of what goes into making a single round of ammunition.
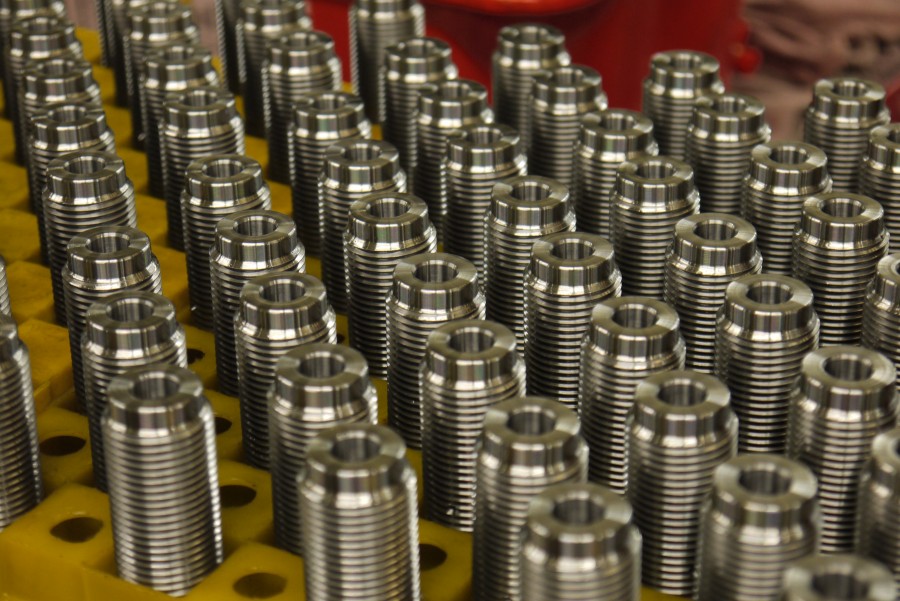
Out on the manufacturing floor, the first stop was the tool-making department. Seen here are a batch of .223 Remington bullet seating dies fresh out of the CNC machine. Hornady gets the constituent parts for their reloading equipment and other tools from third party vendors, but they do as much of the cutting and finishing as they possibly can on site.
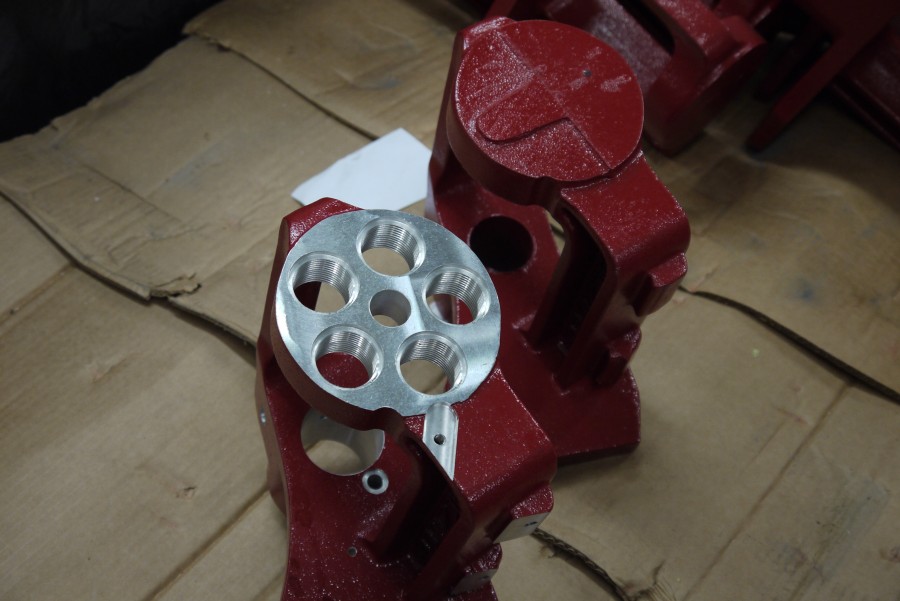
Here, a progressive press body casting is brought in from a third party vendor and Hornady cuts the holes for the dies and some of the other machining that require precision. Hornady doesn’t trust anyone but their own workers and QC department to do anything to their products that would impact the final quality of the ammunition produced.
Hornady also makes all the tooling for their ammunition manufacturing machinery in-house as well. It’s a labor intensive process to keep the old machines running — one of the machines is from the original ammunition plant that Joyce Hornady started using during World War II and is still cranking out ammo to this day. The result is that there’s a mix of the old and the new when it comes to the tooling division, with 1960’s era lathes next to brand new CNC machines. As the tour guide pointed out, while the machines may be old, the actual dies themselves are brand new and of the highest quality.

With the tools made, it’s time to start cranking out components. Bullets start their lives in the furnace area of the plant, where ingots are melted in three large furnaces and turned into 150 pound cylinders. These cylinders are roughly the diameter and height of my thigh, and are fed into massive presses that force the material through progressively smaller funnels until they come out in a long wire that is the proper diameter for whatever caliber bullet they will eventually become. The presses can exert the same force as if seven elephants were standing on top of the machine.

Once the wire is at the proper dimension, for lead bullets the journey is significantly shorter. But for copper jacketed rounds, there’s much more to be done before the round is ready.
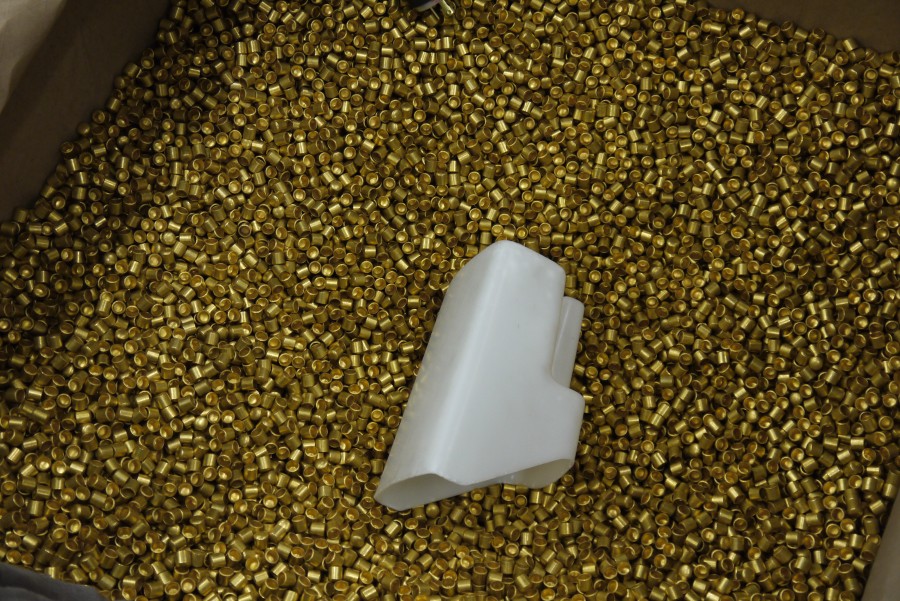
The copper jackets come into the factory as massive reels of copper ribbon that are fed into a stamping machine. The machine creates a cup of copper from the ribbon, and the excess copper is sold back to the manufacturing company from whence it came to be melted down and re-formed again.
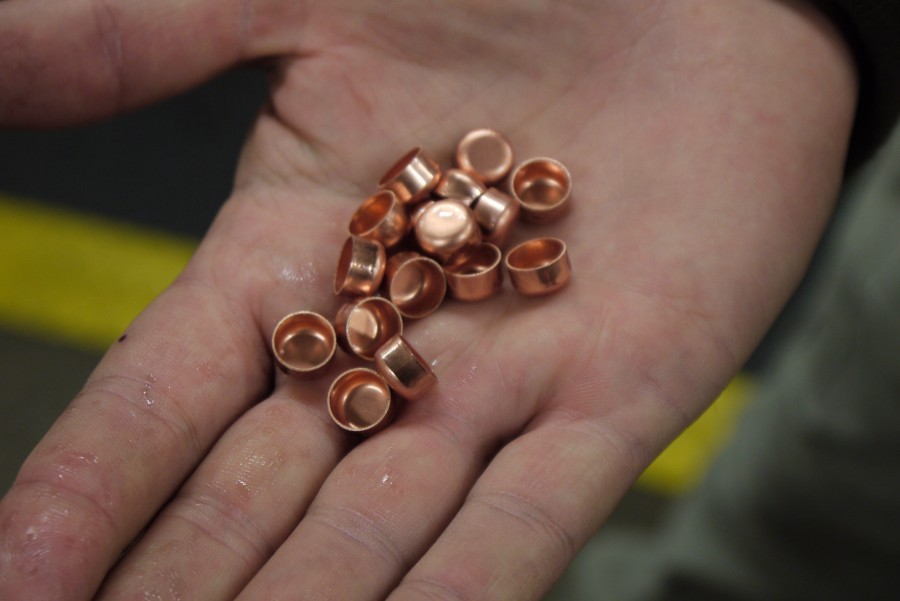
The cups vary in size depending on the caliber of the bullet being produced. These smaller cups are destined to be drawn into jackets for .223 caliber bullets to feed the insatiable hunger of shooters across the nation. For larger bullets, larger cups are required.

These larger cups, for example, are destined to be .50 BMG jackets soon.

After the cups are made, the lead cores are cut into small cylinders of the proper size to be formed into bullets. Once the cups and lead cores are ready, the two are fed into a machine that draws out the copper jacket, inserts the core, and finishes off the bullet to the exacting specifications of Hornady’s quality control guys. These cores and jackets will become .45 ACP hollow point ammunition.

This one machine takes care of the entire process, drawing out the jacket and inserting the core all in one assembly line process.

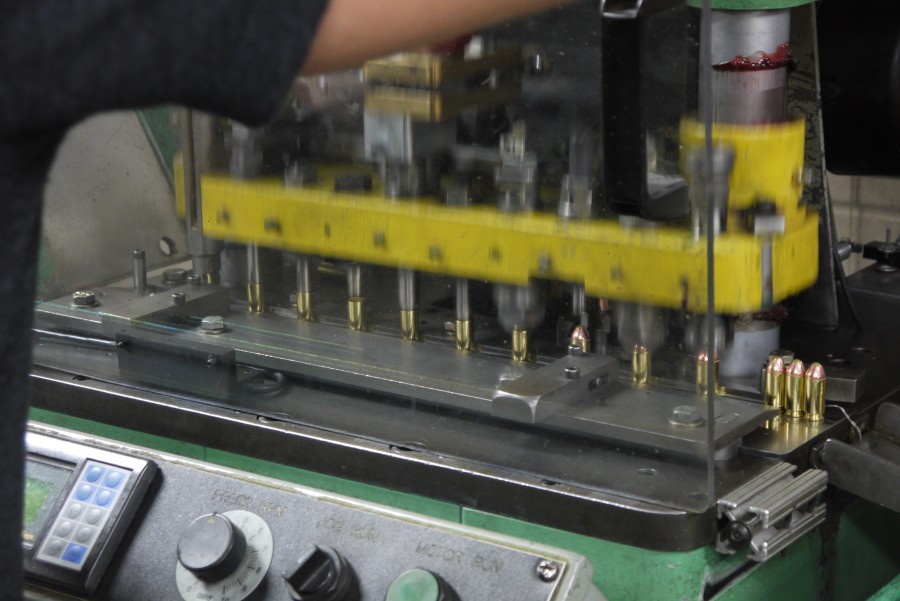
Here’s an overview of how the process works, using a .308 caliber bullet as an example. The machine performs each step in sequence with the same stroke of the piston, meaning that seating the tools for each run is exceedingly important or else the final product will be inferior. Which makes understandable the fact that Hornady throws the first 200 rounds of each batch into the “blemish” bin regarless of their actual condition.
After the bullets are made, it’s time to make the cases. They start out life the same way as the bullet jackets, as brass cups formed from long rolls of brass ribbon. The cups are placed into massive bins and sent off to the ovens to soften before being slowly drawn out into the final shape.

The process of drawing out the case is quicker for some calibers than others. Hornady has perfected their .223 Remington production to the point where they only need to draw the brass twice before it’s the proper size, but some calibers take multiple trips from the drawing presses, back to the ovens to be softened, then washed in the tumblers and finally back to the drawing presses to get the proper length.

Each draw progressively makes the sides of the case thinner, until they are finally the proper dimension. From there, they make their way to the trimming and headstamping machine.

In one step, the case is trimmed to the proper length and the headstamp is added to the end of the case. At that point, the case still doesn’t have a primer hole. The next machine in the process punches the hole for the primer, puts a primer into the pocket and seals the primer if required in one process.
Hornady uses a “supported” primer piercing process, which means that the inside edges of the case are supported while the hole is pierced through the brass case to keep from excessively stressing the head of the case. This machine was chugging away while we were in the factory, producing 5.56 cases 24 hours a day.

At the end of the process, you have a finished and primed .223/5.56 case ready for loading.
The next step in the process is one that anyone who loads their own ammunition would be familiar with, but on an industrial scale. Workers tend to massive machines, shoveling components from 55-gallon drums into the monsters as they continue to crank out finished ammunition.




Once the ammunition is made, each lot undergoes extensive testing in Hornady’s private underground testing facility. Everything from pressure testing to accuracy testing in Hornady’s underground 200-yard range is performed to ensure that the components and ammunition perform exactly as anticipated before they go out the door. Even after the ammo passes the quality control checks for the lot, each and every round of ammunition passes through a human’s hand and is inspected. Only “perfect” ammunition leaves the factory.
After seeing what goes into every single round Hornady produces, it gives a little more insight into exactly what you’re buying for less than a dollar a round. It almost makes you hesitate a little before pulling that trigger . . .



Hornady makes some great quality stuff.
Would love to see all of that in a “how it’s made” type video.
Me too, I love those types of videos.
So this is where Hornady makes ammo for the TSA, huh?
Great read, Nick. Seems like this is probably as close as we can come to a “How It’s Made” without violating ITAR.
Which makes understandable the fact that Hornady throws the first 200 rounds of each batch into the “blemish” bin regarless of their actual condition.
That might explain why the box of 500 “blemished” 5.45 bullets I got from Midway, which I’m 99.99% certain are of Hornady manufacture, have no perceptible flaws. Length, diameter, cylindrical roundness, weight… all check out perfectly.
They do indeed re-sell their “blemished” rounds to other companies to sell as their own. Midway, Cabelas and Brownell’s (I believe) buy their components, and blemished finished cartridges (like, minor scratches and stuff) are sold at half price at the factory and given to sponsored shooters.
Do they check the bullets center of gravity?
They need to work more overtime.
Good stuff. Thanks!
That was very educational, Nick. Thanks for taking the time to do this.
I went on this tour about a year ago and it is awesome. If any of you are traveling though the state on I80 stop in Monday through Thursday for a free tour. When we went it was just my wife and I with the tour guide.
I’ve always loved this kind of stuff! Took a tour of the Honda plant when I was a kid in Ohio and it blew me away. Hondas aren’t even cool, but the factory? Badass…
I like their Amax, LeverEvolution, Superperformance, Superperformance Match, TAP, FTX, and Critical Duty Ammo.
Good peeps. Jason is good man.
Very cool read. Would love to see more articles like this.
Yes. This is awesome.
The only thing better than more articles like this would be actually being able to buy the things the articles are written about.
I hope someone uses the ammo factory’s underground shooting range in some zombie movie or game.
Thank you Nick, This was very informative.
Please expand expand expand. We need more ammo, good quality ammo.
If you feel the need to adorn your walls with the heads of the animals you blew away from a long distance at no risk to yourself whatsoever then you have some very deep seated psychological problems.
Maybe, maybe, if you had a day long fight with a tiger and bested it using a hunting knife there might be a small justification for mounting the head – but these tiny little animals that are as threatening to you as a mouse, that is just pathetic. What kind of damaged human being comes to work and says – “yes, when I destroyed this helpless animal from 200 yards, that was a good day”?
What kind of damaged human being keeps showing up to the party knowing they ain’t welcome?
You clearly have never seen how much damage a deer can do. Or a wild boar.
Those days are fantastic days indeed!
And because I belong to PETA, (People Eating Tasty Animals), I get to enjoy the harvest even more!
Africa in 10 days!
Tom, you’ve mentioned your upcoming Africa trip a couple of times. What are you going for and what type and caliber guns are you taking? I know this is off topic but this is a site about guns.
Gosh, I must be a pu$$y because hhmmmeerr says I am. I feel just awful. I wonder if he’d feel better if I stopped eating hamburgers (which someone else slaughtered for me), or if I stopped hunting deer and other game(which I shoot myself). Then again, I guess I don’t care much. Somehow I doubt hhmmmeerr has much of a tough guy resume other than making baristas re-make his extra foam soy latte.
Evolution has blessed us with big brains and the ability to create machines that allow us to master many things in nature.
The ability to hunt and kill has allowed the human race to continue to grow and evolve.
I will not apologize for being human, and I will not apologize for science and technology.
Watch a nature channel sometime. Animals kill each other with gruesome regularity without the involvement of humans. A bullet through the heart or brain stem is a pretty humane way to go compared to death by “natural” means.
I suspect you know all of this anyway and still decide to post the way you do.
The human brain is the size it is because we ate lots of tasty animals. If we want it to stay that way, we need to keep eating tasty animals.
Yup, grill em up. I do love the smell of a grill during summertime.
I submit that it is God who has given us knowledge and wisdom to create these machines. God has allowed us to hunt and kill for our food. God has given us science and technology so that we can learn about and better understand His creation. And for our own enjoyment He has given us these things and hunting.
The photograph of the trophy room is a bit misleading due to perspective and scale; the animals do look like miniature, hamster-sized whatevers. They’re not. Closer inspection shows they are full sized deer, antelope, sheep, etc.
Grand Island is the nearest “big city” to where I live. I’ve done some Rx fire plans for the family on property they own nearby.
Idiot. You think Hornady has bambi tied at the end of their 200yd underground test range?
@Hmmmmmmmm:
Frankly, I wouldn’t mind having your head on my wall regardless of how far or close I had to shoot you. Of course, an effective hit at an extreme distance would be more satisfying but hey, I’m not real picky when it comes to your type.
I drink deeply of the “Red Koolaid” (aka Hornady products), and loved every word of this post. It’s awesome to see how much work goes into these products.
Hey hmmmm…..,
You’re on the wrong site.
I think you meant to go here
http://www.ImABigSissyLaLaWhoWetsMyselfAtTheSightOfLiberty.Bloomberg.com
Yes, I’ve been planning this for a bit over a year. I’m so pumped.
Wart hog, bush pig, impala, blesbuck, kudu, baboon, and I’m still saving for zebra.
Remington .375 H&H with a 1.5-6 weaver kaspa scope. I like the round. Delivers some serious foot pounds.
Tom, do you handload? That’s a wide variety of game with a large mix of sizes and body types. The .375 is a very versatile round. Lightweight hollowpoint for a baboon?
Yes, I reload about 12 different calibers. I’m allowed 80 rounds in S.A., so I’m taking 4 different loads. Plus a bunch of projos for barter.
Thanks for the info. Maybe RF will let you do a post on your hunt when you get back. I for one would be interested in it. How many kids grew up as I did dreaming of an African safari? Probably a lot more than will admit it.
Thanks for writing this up, Nick. Nice photos, too!
I like critical defense in my auto’s, but shooting it in .45 LC blinds you with muzzle flash. With that said I wish I could test ammo for them.
I’ll bet money that those reloading press castings came from Pinetree. It is amazing the variety of products they produce.
Educational, and fascinating stuff. Glad to see articles like this on TTAG!
Thanks Nick.
Comments are closed.