



You can count on one hand the number of firearms manufacturers that make their own barrels. Colt and Remington spring to mind, with Noveske right behind. But not many others. There’s a damn good reason most gun makers farm-out the work: building barrels is a tricky and expensive business. FNM’s manufacturing plant in South Carolina is another exception to the rule. Their barrel shop feeds the military side of the house: the M240 and M249 line and the M16 and M4. It also provides barrels for FN commercial products. Yup, the same machine that cranks out the barrel for an M240 produces the barrels for the FNS handgun line . . .
J-P Reconnu is the man behind FNM’s barrel shop. He’s a slender Belgian ex-pat with a short haircut and a long smile. J-P has held many positions over the years, but he seems to be at his happiest when he’s in his barrel shop at the far end of FNM’s plant. The man is a veritable font of knowledge, able to recite the smallest details of the barrels he is making — like the exact size of the gas port in an M16 barrel — on command.
As we were walking down the center walkway, J-P turned to me and asked where I wanted to start poking around. “Let’s start at the beginning.” With that, we were off.

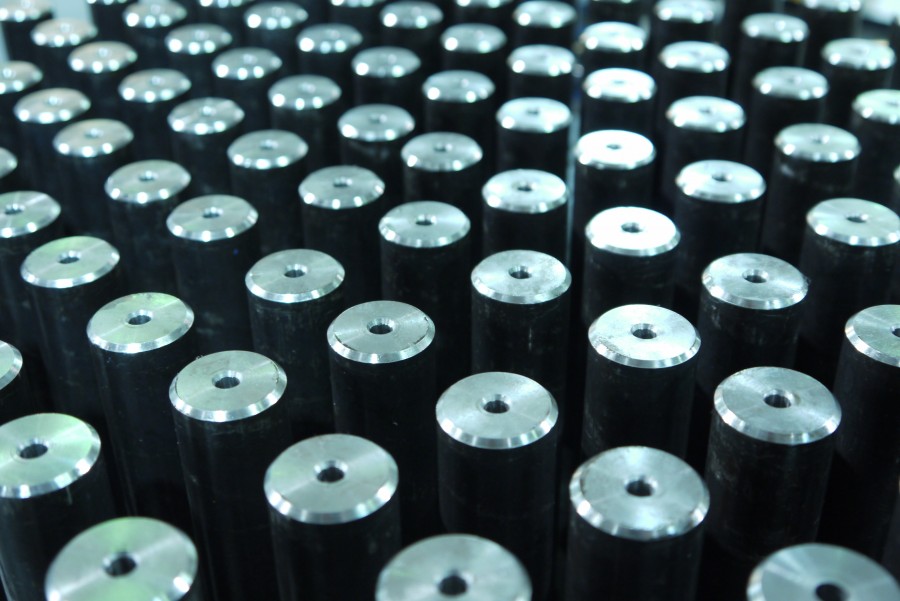
The process starts with the barrel blanks. These chunks of solid steel come from hand-picked suppliers and random QC checks are done to ensure that FN’s high standards are met. And while every single barrel blank might not get a full QC treatment, the workers visually inspect every one as they head into the first machines.
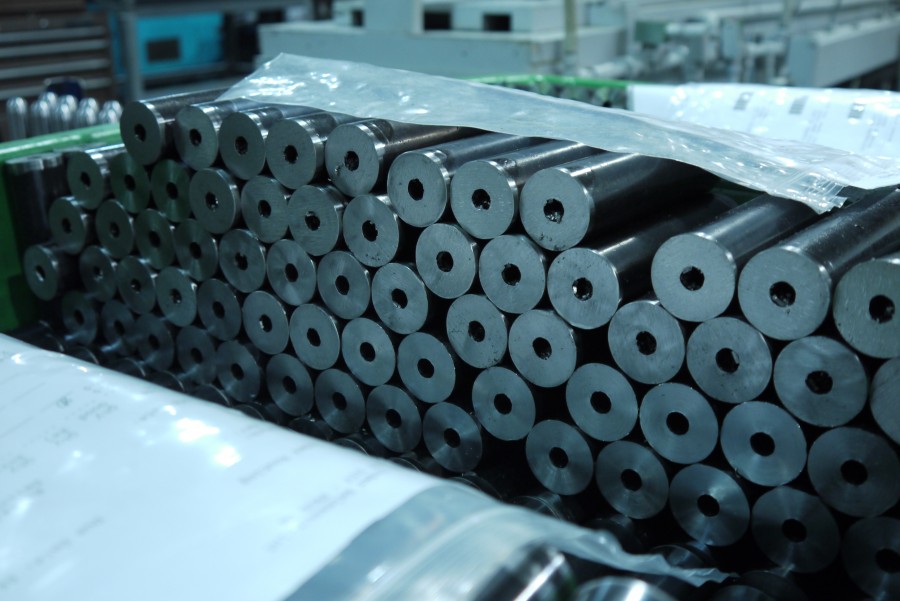
Barrel blanks come from the suppliers as a solid chunk of steel, which means no central hole for the bore. So the first step in the process is to poke a hole in the steel rod, which is harder than it sounds. The process involves using a long gun-drill with a hardened tip to bore into the rod while pressurized oil is pumped through the tip to flush out the waste material. That oily slop then flows up through a channel in the side of the drill and is collected for recycling.
This part of the production line in the barrel shop is in a kind of temporal limbo. On one side is the old equipment, a dedicated hole boring machine followed by a dedicated honing machine in an automated cell for a highly polished tube. Moving the barrels between the machines used to be a manual process, but now a robot does it while an operator feeds the barrel blanks into the machine like a stoker firing a coal furnace. On the other side is the brand new state of the art barrel production cell, which is identical to the production methods used at FNM’s parent company, FN Herstal, in Herstal, Belgium. Here, a computer controls the whole process as the barrel is moved from one station to the next by an electric conveyor system. Out the other end comes the newly reamed barrel blanks.
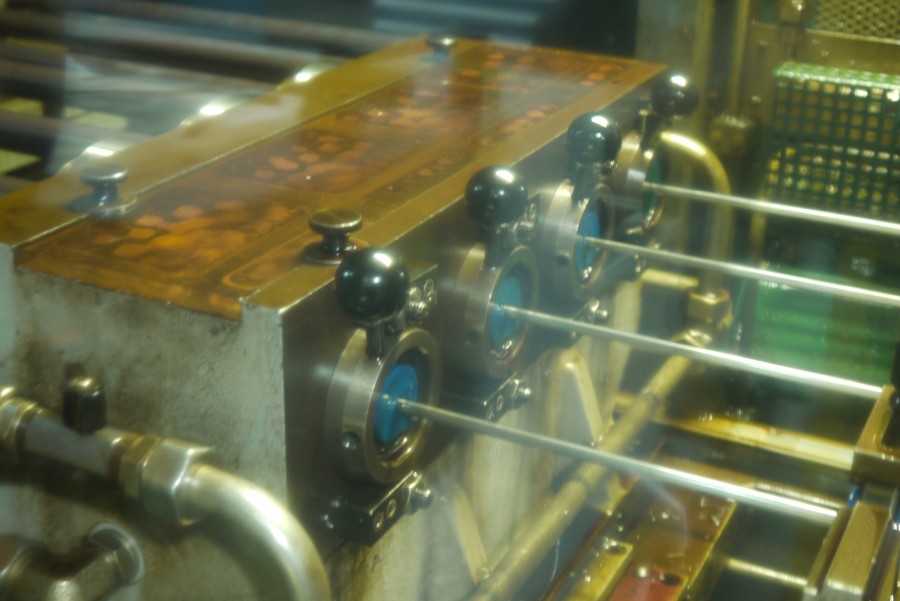
Now that the barrels have their hole, it’s time to add in the rifling. There are two main methods to putting the grooves on the inside of a barrel: button rifling and cold hammer forging. Button rifling involves sending a button broach tool down the length of the barrel using hydraulic pressure that cuts and form the rifling into the barrel. Cold hammer forging involves bashing the barrel from all sides with hammers and forcing them to contact onto a tool, a mandrel, inside the barrel which has the mirror image of the desired rifling on it. Hammer forging has been proven to be the most accurate method of barrel production, providing a longer useful barrel life and greater accuracy. However, while cold hammer forging takes about 90 seconds per barrel (plus a longer setup time), button rifling is a much quicker process at about 30 seconds per barrel.

One of the more interesting things about the FNM barrel shop is that while button rifling is cheaper, everything that they make is cold hammer forged by default. The only reason they even have a button rifling process in the factory is that some U.S. military TDPs or “Technical Data Packages,” which outline product specifications, require the process to be used. But given the choice, J-P seems to prefer producing cold hammer forged barrels instead.
To this point, both handgun and rifle barrels are produced the exact same way and from the exact same length barrel blank. But after the rifling process they go their separate ways.
Handgun barrels are first sectioned down to size. FNM gets multiple barrels out of the same barrel blank, chopping it like a roll of ready-to-bake cookie dough. From there, special machines turn down the outside of the barrel to make sure that the “ID” or “inside dimensions” correspond to the “OD” or “outside dimensions.” This also ensures that the bore is exactly concentric to the outside diameter of the barrel, something that can’t be controlled 100% by the older machining processes.

From there, the handgun barrels have two large slabs of material removed from either side by traditional milling machines, and then are worked on computer controlled CNC machines to exactly fit the slides in FN’s line of handguns. At the same time, machines thread the barrel (if called for in the design). After the barrel is finished, the workers plug the holes and send it to the surface finish area for passivation or coating if needed.



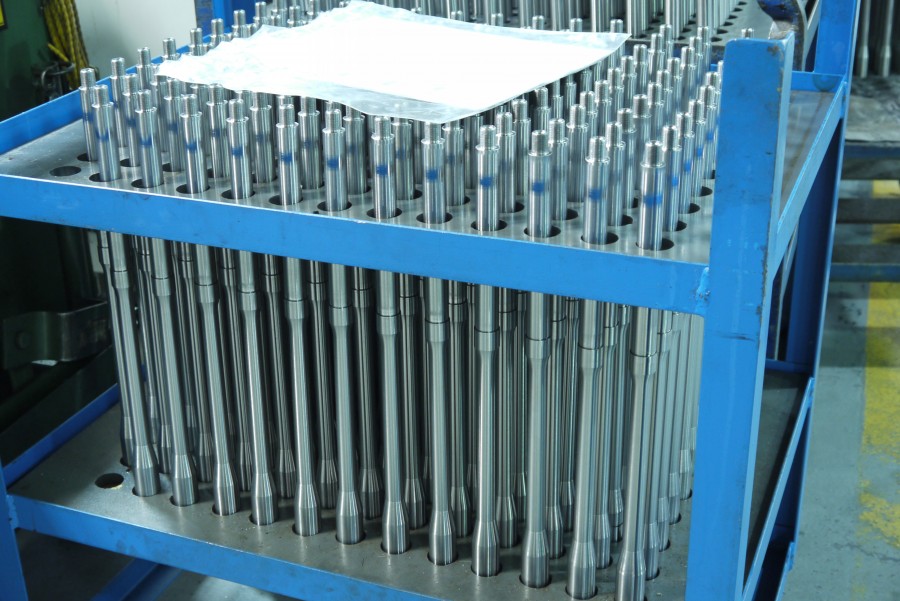
Over on the rifle line, massive machines are working to turn the rough blank into a barrel with the proper profile. One massive machine takes partially finished barrels and turns them straight into properly profiled M16 barrels, complete with threading. From there, the barrel is fitted with a barrel extension and then drilled for the gas block.
One of the more interesting processes comes with the M240 barrel production. The M240 requires a rather large chunk of metal to make up the carry handle attachment point and a good spot to index the barrel for replacement in the gun. That section is actually too big to machine out of the barrel blank, so the workers add a chunk of metal after the barrel is properly profiled. They take a ring of metal slightly smaller in diameter than the barrel’s outside diameter, heat it up to expand the metal, then slip it in place and rapidly cool it. The process permanently attaches the large block to the barrel, and allows the later machining process to take place.


After the barrel itself is completely machined, the part gets shipped off to the surface treatment cell. The process is completely computer controlled — an operator tells the computer what recipe to follow and then lets the machines drive. It makes for a more even and precise finish, and also lowers the exposure of the workers to the harmful chemicals being used.

As J-P likes to say, no barrel leaves his shop unfinished. Everything that goes with the barrel, from heat shields to carry handles and gas blocks, gets attached to the barrel before it is hung on racks and shipped off to the final assembly area.


While the process sounds good, the real proof is in how well the finished guns shoot. Down at the far end of the factory, the 100 meter range is used to test every single firearm that leaves FNM for the end user. The specification for the M16 rifle states that it needs to shoot a 10 round group that hits within a 5 inch circle to pass inspection, and every single rifle is individually test fired. But as one of the weapons testers said, and backed it up with the very next rifle we saw on the line, the reality is that the guns coming out of the FN manufacturing plant hold about half that spread.

I asked the testing guys what the best grouping they ever had was. “One rifle we make for a federal law enforcement agency needs to hold 1/2 inch at 100 meters to pass, and they all do that. Usually we see about .16″ spread [measured from the center of one hole to the next]. But one time we had a group that was unmeasurable — three rounds through the same hole.”
Good barrels make good guns. For the average consumer, FN’s are among the best you can buy. And having had one in my SCAR this competition season, I can definitely attest to that.